Real-time inference on the different error states of ROBONANO α-0iB using Machine Learning
The data collected from the power analyzer retrofitted to the machine are sent to a database for further analysis. The power consumption data on each of the three-phase input to the machine are packaged and used in real-time to identify/detect machine error states as it is operating. The current prediction window is set to 60s, meaning that the predictions can be made every minute. The identified error states are then used to inform the operators for equipment operation anomalies or mishaps.
Anomaly Detection
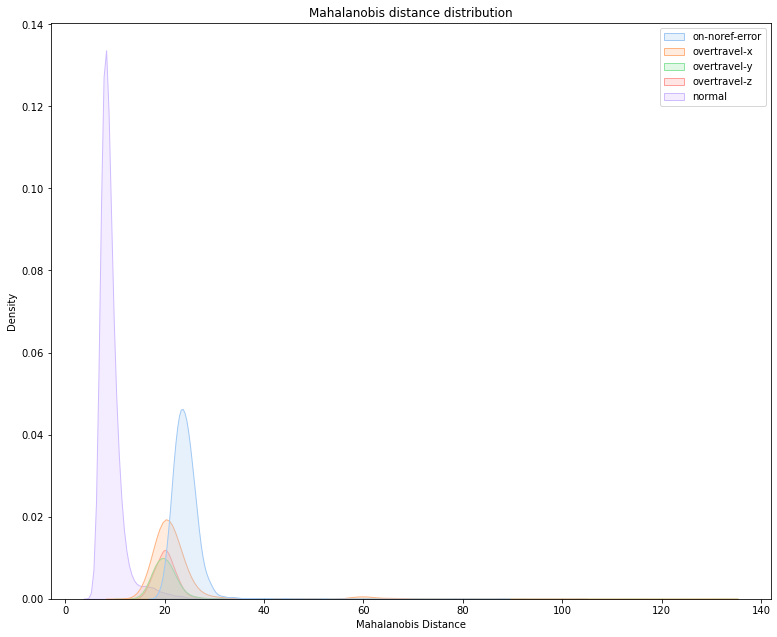
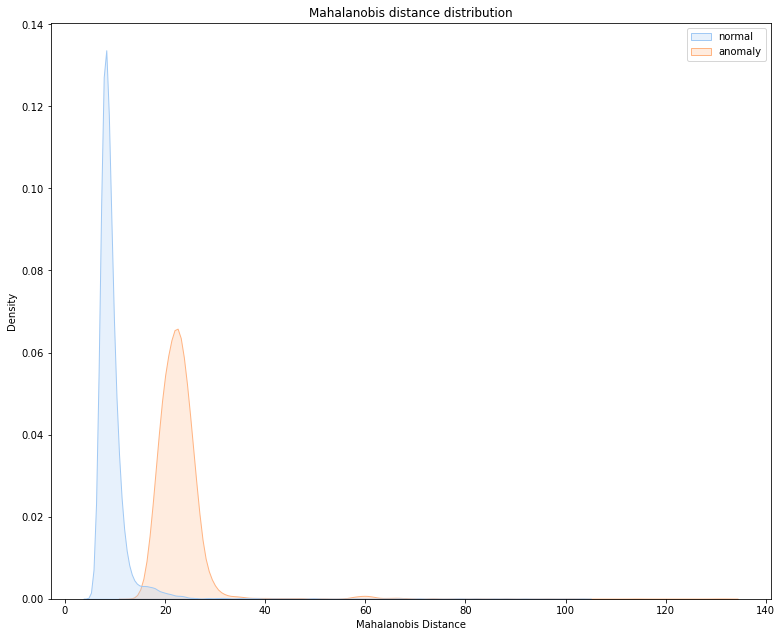
Equipment operation anomalies are identified in real-time. The data used in the anomaly identification are the input 3-phase power consumption of the machine. Three different methods were used in identifying the anomalies, fundamentally, they work by identifying the distribution corresponding to the normal operation of the machine. Then by using a specific distance metric and threshold we can identify if the new data coming in is part of the normal operating condition or outside normal operation condition. The image shown below gives the distribution of the distance metric used to identify anomalies. The distance metric chosen for the plot here is Mahalanobis distance distribution.
Current State of the Machine -
Error Identification
In above section we were able to identify if the equipment status is normal. In this section, models were developed to identify and classify the type of defect that has occurred when the machine is in operation. In order to enable robustness in the detection, multiple models were used and a majority vote is taken. More information on the error states can be seen in the table below,
Status
| State ID | State Name | State Description |
|---|---|---|
| 0 | Machine ON and referenced | Machine powered ON and has been referenced to begin operations |
| 1 | Machine ON and NOT referenced | Parameters write enable switch is left on, i.e., the machine parameters are settable |
| 2 | Overtravel in X | Laser scale defective / Positive or Negative Overtravel has occurred along the X direction of the machine |
| 3 | Overtravel in Y | Laser scale defective / Positive or Negative Overtravel has occurred along the Y direction of the machine |
| 4 | Overtravel in Z | Laser scale defective / Positive or Negative Overtravel has occurred along the Z direction of the machine |